![]()
![]()
Feeding the Fires -
Boilers, Firemen and Trimmers.
TRMA Tech Feature of the Month
August 2005
by Art Braunschweiger, TRMA
with
information previously posted on the
TRMA forum by Scott Andrews (italics in blue)
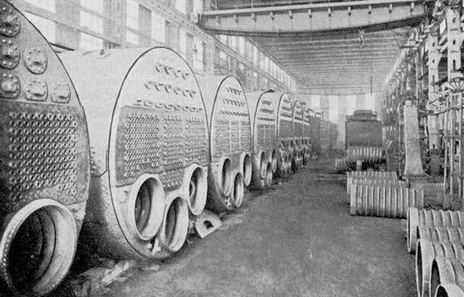
Almost everyone has seen the photograph of the boilers lined up in the Harland & Wolff shop. What's not commonly understood is how they worked, or the Herculean labors of the men who fed them.
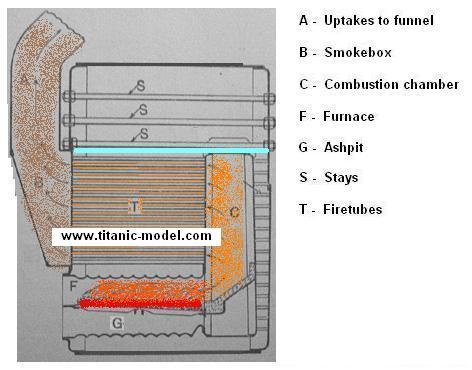
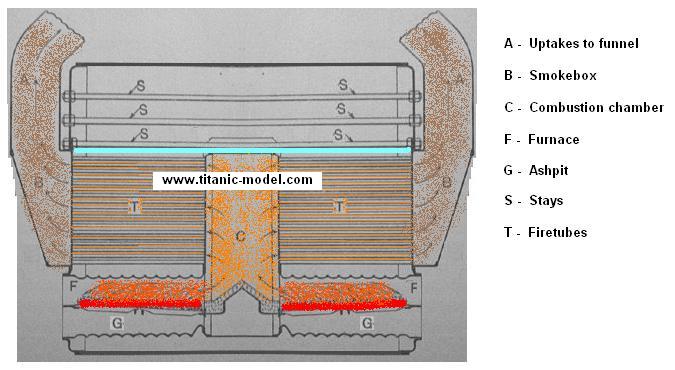
The whole idea of a boiler, of course, is to boil water into steam for propulsion. In designing a boiler, there are two ways to do this. One way is to pipe the water through the hot exhaust gases from the fire, through a series of tubes, and heat the water that way; this is termed a water-tube boiler. The other way to do it is exactly the opposite: fill the boiler with water, and pass the hot exhaust gases through the water and out to the funnel uptakes via a series of tubes. This is termed a fire-tube boiler, the most common type of which (on ships) was the Scotch marine boiler. This is the type of boiler used on Titanic.
The diagram below will help to explain what you're seeing in the boiler shop photograph. The three round corrugated tubes at the bottom of each boiler in the photograph were the furnaces. This is where the coal actually burned. (In a railroad steam locomotive, this would be termed the firebox.) The boilers shown in the photo are not complete: once mounted in the boiler room, they would be fitted with furnace doors, piping and pressure gauges, and a means to exhaust the gases from the fire into the funnel uptakes.
 The
The
 In
addition to hinged doors, the furnaces would also be fitted with narrowly spaced
bars (firebars) that divided each tube into a top and bottom half. (See
diagram.) The coal was shoveled in and burned on top of the firebars, and the
ashes would fall through the bars into the bottom half of the furnace.
This area was called the ashpit The door at the front of each furnace was actually
two doors, top and bottom, with the upper door for accessing the fire and the
lower door the ashpit.
In
addition to hinged doors, the furnaces would also be fitted with narrowly spaced
bars (firebars) that divided each tube into a top and bottom half. (See
diagram.) The coal was shoveled in and burned on top of the firebars, and the
ashes would fall through the bars into the bottom half of the furnace.
This area was called the ashpit The door at the front of each furnace was actually
two doors, top and bottom, with the upper door for accessing the fire and the
lower door the ashpit.
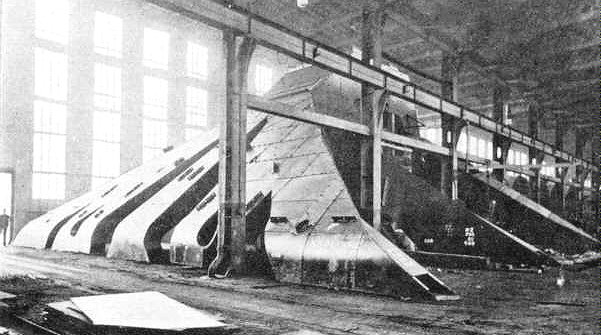
As the diagram shows, the hot gases would pass from the chamber at the rear of the furnace out to the front of the boiler through a series of tubes (firetubes). In the first photograph, the open ends of these tubes are visible. Once installed in the boiler rooms, the arms of the uptakes, which led to the funnels above, would be extended down and in front of the boilers, and connected to the front of the boilers themselves. This connection was termed the smokebox. In this way, the exhaust gases coming out of the firetubes at the front of the boiler would be vented to the funnels above. The photograph to the right of the diagram above shows the uptake for one of the funnels, with its numerous branches that would eventually run down to the individual boiler fronts.
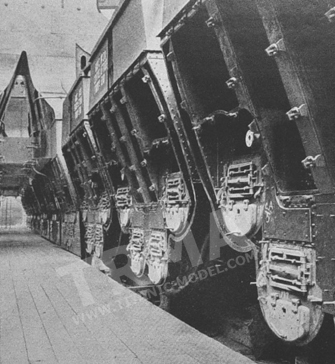
At right is a photograph of Mauretania's boilers. Here, the furnace doors have all been fitted, as have the smokeboxes that angle out and upward from the boiler front above the furnace doors. Still to be installed on these boilers are the smokebox doors (over the angled section above the furnaces); these gave access to the firetubes for cleaning and maintenance.
There was, of course, a fair amount of piping that also had to be fitted to the boiler. The boiler required a fresh (non-salt) water supply to ensure that the water level remained constant above the firetubes. There were also steam pipes to the engine room, and an associated pressure gauge and safety valve.
The Scotch boiler in the diagram previously shown is single-ended, meaning that it has furnace doors on only one side. Only five of Titanic's boilers were single-ended; these were the ones whose "backside" faced the engine room. All the other boilers were of the double-ended type. A double-ended boiler (diagram below) looks like two single-ended boilers with their backs cut off, and stuck together back-to-back. The furnaces meet in the middle, and share a single combustion chamber through which the gases pass before passing into the firetubes and then out the front - except that a double-ended boiler has two fronts instead of a backside. All boiler rooms except No. 1 had double boilers. The boilers sat in a line across the room, with the ends facing fore and aft, opposite the coal bunkers that separated the boiler rooms from each other (plan section below right).
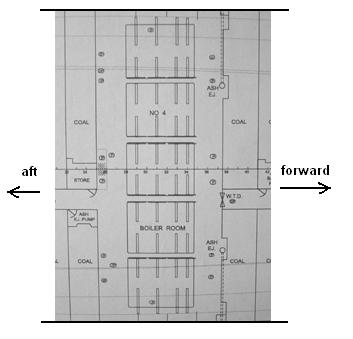
Detail from General Arrangement plans courtesy Bruce
Beveridge. Copyright 2004 Bruce Beveridge.
A full set of these plans is available for purchase -
click here.
The
crewmen responsible for working the boiler rooms and their adjacent coal bunkers
were, collectively, known as the "Black Gang". The term "Black Gang" would
become an enduring one, lasting well into the diesel era.
Strictly speaking, the "Black Gang" referred to the
trimmers and firemen - the men from the stokeholds and bunkers - though the
passengers would have probably lumped in any of the crew from below that didn't
have at least a junior engineer's rating. As for the terms "stoker" and
"fireman", they are two different titles for the same person, though the term
"fireman" is almost exclusive to the maritime trades. The men who performed this
job at land-based steam plants - electrical generation stations, factory boiler
rooms, the boiler rooms of office buildings, large hotels, etc. - were generally
called "stokers".
Being a fireman was a skilled job in its own right, and involved much more than shoveling coal:
Maintaining the fires in coal-burning boilers required quite a bit more skill that most laymen then or now would have given these men credit for. The fireman kept an eye on the fires not only from the furnace doors but through the ashpit doors as well. Dark shadows visible beneath the firebars indicated the presence of clinkers - hard, fused lumps of coal or non-combustible minerals; these, along with areas laid too thick with green coal, prevented sufficient air from passing through the fire. Both steam output and economy suffered if this was allowed to continue unchecked.
 In
his depiction of the furnaces in the stoking scene, Cameron did employ some
cinematic license. In
reality,
rarely
would you see tongues of flame leaping around in the furnace. The flame within
the furnaces burned with a high intensity, looking more like a bright
incandescent cloud of vapor rushing from the top of coals towards the rear of
the furnaces. By the color of the cloud of flame and the surface of the fire,
(speaking in the fireman's nomenclature, the "fire" was not the flames, but the
bed of incandescent fuel upon the grates) the fireman could judge whether or not
the coals had been properly spread and whether the fires required any additional
working. If the surface of the fires had a bright, light yellow color all over,
the fires were of the proper thickness. When they burned with a reddish flame
they were too thickly laid, and when laid too thinly, there was a tendency to
burn holes through the bed of coals, made visible by a dull red flame surrounded
by a white hot one.
In
his depiction of the furnaces in the stoking scene, Cameron did employ some
cinematic license. In
reality,
rarely
would you see tongues of flame leaping around in the furnace. The flame within
the furnaces burned with a high intensity, looking more like a bright
incandescent cloud of vapor rushing from the top of coals towards the rear of
the furnaces. By the color of the cloud of flame and the surface of the fire,
(speaking in the fireman's nomenclature, the "fire" was not the flames, but the
bed of incandescent fuel upon the grates) the fireman could judge whether or not
the coals had been properly spread and whether the fires required any additional
working. If the surface of the fires had a bright, light yellow color all over,
the fires were of the proper thickness. When they burned with a reddish flame
they were too thickly laid, and when laid too thinly, there was a tendency to
burn holes through the bed of coals, made visible by a dull red flame surrounded
by a white hot one.
Feeding the furnaces, with their insatiable appetite for coal, was a physically demanding and exhausting job. (In Cameron's "full ahead" scene in the boiler room, the sweat pouring off the firemen isn't just a cinematic touch!) Nor did the fireman have the luxury of leaning back on his shovel between once the furnace had been fed. The fire had to be maintained throughout, in order that all the coal burned properly and efficiently, with the hottest, cleanest fire possible. This required a lot of work right up close up to the open furnaces:
During each firing cycle, as necessary, the fireman did any or all of the following prior to adding coal. If clinkers were apparent, the fireman would "slice" the fire by running a "slice bar" along the firebars in the areas where the clinkers appeared, raising up the clinkers above the fire where they could be cracked apart with the slice bar or, if required, pulled from the furnace with a tool called a "devil's claw". A "pricker bar" might then be used to rake the slots in the grating from the ashpan side of the fire to free any ashes or clinkers clinging to the undersides. This tool sometimes provided all that was need to eliminate the dark spots in the fire. If any leveling of the fire was required before adding more fuel – and, with a skilled fireman, this was rare - a "firing hoe" was used to lightly work the tops of the fire. After this, several shovelfuls of coal were spread evenly over the entire top of the burning bed of burning fuel. All of this was accomplished in a matter of minutes, as few as possible in order that the furnace and ashpit doors were opened for as little time as possible to prevent too much cold air (if you can call 100 - 120 degrees F cold!) from entering the furnace. (All of this effort was coordinated by the use of the "Kilroy's Stoking Indicator", the equally remorseless electromechanical equivalent of the man who beat time to which the slaves rowed the ancient galleys.)

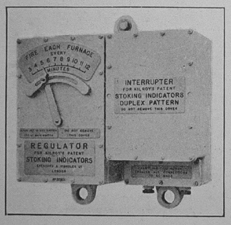 Unlike
smaller ships, where the furnaces were simply stoked and the fires maintained
as necessary, Titanic's boiler rooms were equipped with what were, in
essence, timers that told the stokers when each furnace could be opened.
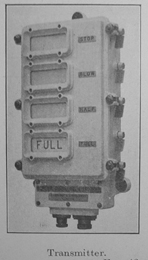
The device employed was the "Kilroy's Stoking Indicator", mentioned
above. At the Starting Platform in the Engine Room, the engineer on watch
would set his transmitter to the interval at which he wanted the firemen to
fire each furnace in his charge in turn - i.e., every 8 minutes, 10 minutes,
etc. In each boiler room, the bell on the indicator would ring at the
required interval, and display the number of the furnace to be fired.
This merciless repetition, which continued without pause, ensured the most efficient
firing of all the boilers operating together. When one considers that
the forward-most boiler room was over 300 feet from the engine room, with 159
furnaces in the system across 29 boilers in 6 boiler rooms, the need for such
coordination is readily apparent. Equally important, when Titanic's double-ended
boilers are considered, the stoking indicator also prevented doors being opened
simultaneously on furnaces that were opposite one another, which would have
admitted too much air into the combustion chamber shared between the two furnaces.
Unlike
smaller ships, where the furnaces were simply stoked and the fires maintained
as necessary, Titanic's boiler rooms were equipped with what were, in
essence, timers that told the stokers when each furnace could be opened.
The device employed was the "Kilroy's Stoking Indicator", mentioned
above. At the Starting Platform in the Engine Room, the engineer on watch
would set his transmitter to the interval at which he wanted the firemen to
fire each furnace in his charge in turn - i.e., every 8 minutes, 10 minutes,
etc. In each boiler room, the bell on the indicator would ring at the
required interval, and display the number of the furnace to be fired.
This merciless repetition, which continued without pause, ensured the most efficient
firing of all the boilers operating together. When one considers that
the forward-most boiler room was over 300 feet from the engine room, with 159
furnaces in the system across 29 boilers in 6 boiler rooms, the need for such
coordination is readily apparent. Equally important, when Titanic's double-ended
boilers are considered, the stoking indicator also prevented doors being opened
simultaneously on furnaces that were opposite one another, which would have
admitted too much air into the combustion chamber shared between the two furnaces.
The Stoking Indicators shouldn't be confused with the boiler room telegraphs, which were the focus of a close-up camera shot in Cameron's "full ahead" scene. The boiler room telegraphs were used to announce, usually well in advance, what steaming conditions the engine room would be expecting within a relatively short period of time, say, within the next fifteen minutes to half hour. They weren't intended to be used like the engine order telegraphs, which were intended to communicate very specific orders which were intended to be carried out immediately.
Thus, in reality, the "Full Ahead" seen on the boiler room telegraph in the film would actually have been communicated well before Officer Murdoch rang "Full Ahead" to the Chief Engineer Bell on the engine order telegraphs:
 Normally,
as a ship proceeds out of or approaches port, the revolutions are increased
or decreased over a period of time and the bridge notifies the engine room in
advance of these anticipated changes in speed. As this happened, the engine
room would change the boiler room telegraphs in advance of any significant increase
or decrease of the required firing rate; in response the firemen would begin
changing the damper and ash pit door settings necessary to increase and decrease
the combustion rate in the furnaces and, in consequence, the rate of steam production.
The advance notice was important to maintaining efficiency with Scotch boilers;
with all of the water they contained, it took more than a little time to increase
or decrease the rate at which steam was produced.
Normally,
as a ship proceeds out of or approaches port, the revolutions are increased
or decreased over a period of time and the bridge notifies the engine room in
advance of these anticipated changes in speed. As this happened, the engine
room would change the boiler room telegraphs in advance of any significant increase
or decrease of the required firing rate; in response the firemen would begin
changing the damper and ash pit door settings necessary to increase and decrease
the combustion rate in the furnaces and, in consequence, the rate of steam production.
The advance notice was important to maintaining efficiency with Scotch boilers;
with all of the water they contained, it took more than a little time to increase
or decrease the rate at which steam was produced.
Likewise, one or more of the boiler rooms would receive a "Stop" order at sometime towards the last few hours of the voyage as the ship proceeded at a slower pace on her final approach to picking up the pilot and proceeding towards the dock or anchorage. In the boiler rooms, a "Stop" order did not necessarily mean "finished"; under normal circumstances, it meant stop regular firing, partially close the dampers and ash pit air doors, and maintain the fires in a "banked" condition in order to reduce the production of steam to a minimum to prevent loss of feedwater through "popping off" of the safety valves.
At this point, it's worth talking about the procedures for "lighting off" the boilers. Most Titanic fans know that Titanic did not have all her boilers lit during the early part of her voyage. Similarly, when Olympic received her sister's distress on the night of April 14, she radioed that they were lighting up all her remaining boilers to achieve maximum speed. This was a very lengthy process - it could take up to eight hours to bring a "cold" boiler online and up to full steam pressure. One reason such a long time was required is because of the large volume of water contained within a Scotch boiler - all that water had to be heated, as opposed to the watertube type of boiler, in which a smaller volume of water is heated by the hot gasses surrounding banks or bundles of tubes passing through the combustion chamber.
Quoting directly from "The Marine Steam Engine" by R. Sennett and H.J. Oram (11th edition, April 1911, Longmans, Green & Co.):
"Laying
fires
- We will describe a normal case of raising steam in a three furnace tank boiler
in which, to insure a gradual increase in the temperature of the various parts,
and to diminish, as far as practicable, the stresses due to their expansion, the
time allowed is rarely less than eight hours. The three furnaces would often be
lighted together, and no fixed rule can be given as to the absolutely best
procedure in this respect, but the practice of first lighting one furnace only,
and after an interval dealing with the others, is perhaps the best plan, and
this will be described.
A measured quantity of coal is placed on the floor plates in front of each of
the boilers which are to be used; the bars of each furnace should then be
“primed” i.e. covered throughout with a layer of average sized pieces of coal.
One furnace, usually the lowest, is next “wooded” i.e. pieces of firewood,
arranged to facilitate the access of air to all parts, are placed at the furnace
mouth over a bed of oily waste, shavings, etc. The wood is next “topped” - i.e.
the space between the wood and the furnace crown is filled with pieces of hand
picked coal.
"Lighting
fires
- To light the fires, the oily waste, etc., is kindled; at the same time the
furnace door is left wide open, and the ash pit doors closed, so that a good
draught is insured through the fire, and the flame is carried over the coal laid
on the furnace bars and tends to ignite it. Both the furnace and ash pit doors
of the other furnaces are kept closed to prevent the access of cold air.
Lighting the fire in one furnace tends to set up circulation in the water, and
promotes uniformity of temperature throughout the mass.
As the fire burns it is continually topped with hand picked coal, and after
about two hours there will be a fairly substantial fire at the mouth of the
furnace. After this has been done, it is usual to light one or both of the wing
fires from the fire in the central furnace. These fires are made at the front of
the bars and constantly topped with hand picked coal, the furnace and the ash
pit doors of these furnaces being arranged similarly to those of the middle
furnace. If only one wing furnace is lighted at first, the other would be
similarly treated about one hour afterwards.
"Spreading
fires
- After about four hours the center fire is “spread” - i.e. the fire, which till
now has been at the front of the furnace is spread over the partially ignited
coal on the remainder of the bars, after which, this furnace door is closed and
ash pit door opened, to admit the air underneath the furnace bars and promote
the combustion of coal throughout. The other fires are similarly treated at
about the fifth or sixth hours, at the discretion of the person in charge."
About this time the water would have begun to boil, with pressure begin to show
in the gauges. By this point, the rate of combustion could now be regulated by
the amount of opening given to the draft plates, and depended on the time at
which steam was required to move the engines.
Maintaining the fires also involved periodic cleanout of the ashes within the furnaces:
The fire of one furnace of the six in each double-ended boiler was to be cleaned
at the end of each four-hour shift, so that the fire of each furnace was cleaned
once every 24 hours. This involved allowing the fire to be cleaned to partly
burn down. Once this happened, the damper above the furnace was closed
sufficiently to bank the fire within the furnace to be worked on. The remaining
good coals were "winged over" to the portion not being cleaned, and the
remaining ashes and clinkers hauled out onto the steel deck and hosed down while
taking care to remove any that still clung to the gratings. After winging the
coals to the cleaned side, the process was repeated on the opposite side; the
good coals were then spread back over the gratings and a layer of green coals
was spread across the cleaned fire.
 The
firemen required a constant supply of coal, and this was the job of the
trimmers. The trimmers bunked and messed separately from the firemen, and were
even lower in social crew status than the men they served:
The
firemen required a constant supply of coal, and this was the job of the
trimmers. The trimmers bunked and messed separately from the firemen, and were
even lower in social crew status than the men they served:
These men literally had the dirtiest and, at times, the most physically demanding jobs on the ship; at the same time, they were at the absolute bottom of the engineering hierarchy and received the lowest pay.
The trimmers moved the coal from one area to the next throughout the bunkers to
maintain a constant available supply of coal at the bunker doors for the
coal-passers (also rated on the sign-in sheets as "trimmers"), who saw to it
that a pile of coal was always at the ready at each fireman's feet. In doing
their job, the trimmers evenly adjusted and spread out - or "trimmed"- the piles
of coal in the bunkers, which is where the name comes from.
While in port, nearly all of the crew could count on a number of hours of
liberty at one point or another to go ashore and visit family when in their home
port, or to blow off a little steam at a local pub. Unfortunately for the
trimmers, their job also included moving about and stowing the coal being
dropped down the chutes from the coal barges. This was done under the watchful
eye of the chief engineer, who kept a close watch on the ship's list and trim as
the coal was loaded aboard and moved about. On the Titanic, the coal that was
dropped in quarter-ton scoops down the chutes from the coaling ports landed in
piles on the steel decks within the upper bunkers on the G-deck level.
Working as quickly as possible, the trimmers shoveled the incoming coal into
wheel barrows and baskets and trundled or dragged the load to "trimmer's
openings" in the deck, located across the tops of the lower bunkers, where it
was dumped down and evenly distributed. As the lower bunkers became full, the
remaining coal was evenly distributed across the upper bunkers which surrounded
each boiler room. The trimmers worked this job in regular shifts from the time
the coaling began until the job was finished, as much as 48 dirty, exhausting
hours later, with nothing more than a wet rag tied over their face to keep the
choking dust out of their lungs.
At sea, their work in the bunkers continued with the same wet rag for protection
and only a portable safety lamp hung from the deck beams above to aid their
vision as they worked in what amounted to a dank steel catacomb that pitched and
rolled with the motion of the ship. As the voyage progressed, the pace of their
work increased as the fuel in the lower bunkers was depleted and it became
necessary to move coal from the upper reaches into the lower bunkers.
The trimmers who worked as coal-passers had things a little better than their
counterparts in the bunkers, but worked equally as hard. Usually, only one was
assigned per firing aisle (in other words, two per watch in each of boiler rooms
2 through 6). They worked up and down the firing aisle in time with the firing
rate, replenishing the coal pile of each fireman from the bunker doors across
from each furnace and, as required, took away ash and clinkers raked out of the
ashpits and fires. These were brought to the ash ejector where they were
shoveled into the deck level hoppers and pumped up an inclined pipe by a stream
of high-pressure seawater which shot the debris clear of the ship's side. The
coal-passers also helped wet down and clean up the white-hot debris raked out on
to the boiler room deck plates at the end of each watch from whatever fires were
being cleaned at that time.
The fun didn't stop there. Men hired as trimmers were often set to work doing
other filthy and difficult work throughout the machinery spaces. When the demand
for coal dropped, such as during heavy weather when speed was reduced, these men
were often put to work cleaning and degreasing machinery, cleaning and painting
in the spaces beneath the engine room deck plates - basically, any unpleasant
and filthy job you can think of that didn't require the touch of a skilled or
semi-skilled rating or tradesman. In addition to those trimmers who were pressed
into service doing these jobs when things became slow in their normal duties,
additional men were often hired at the trimmer's rating specifically to carry
out this kind of work.
Managing the Black Gang
required a bit of savvy on the part of the engineering officers who oversaw the
boiler rooms. The stokers and trimmers were hard men - they had to be,
considering the jobs they had - and supervising them required an approach that
was neither too lax nor too heavy-handed. And while their job was certainly
the most unappreciated among the crew, it was one of the most vital - for
without them, the ship simply didn't run. And despite their lowly status, they
could and did take an enormous amount of pride in their jobs, as related in a
story from an observer aboard the Mauretania during her sea trials. (The
photograph below
was taken on that occasion.)
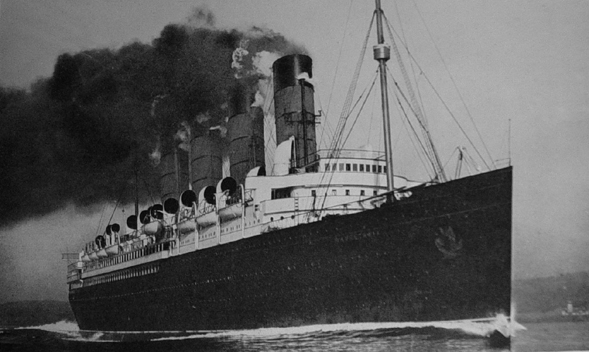
The Mauretania, as the Lusitania had done several weeks previously, was required to pass through a 48-hour full speed trial, over a course of two round trips at fully loaded draught. Our observer relates the following from the stokehold, as the Mauretania was rounding the north of Scotland enroute to the start of the first leg of the course:
"The ship was running easy at the time, and some of the black gang had gathered before one of the boilers which at the time was not working, and were holding forth strenuously upon the speed merits of the two ships. A stoker who hailed from South Wales, and accordingly had no interest in either riversides, started the argument by extolling the performance of the Lusitania over the 1,400 miles trip. He worked his north country comrades to such a pitch that at last one of the brawniest shovel-wielders bawled out, "Look you 'ere, mate, we'll lick the 'Lucy ' even if we bust the 'Mary" to do it!" To which there was such a vociferous and enthusiastic "Aye!" that I knew the Mauretania was destined to be put through her paces with a vengeance. They talked darkly about the 30 knots they had notched on one occasion, and there was a shake of the head which told me that it would not be their fault if the liner did not do something striking.
"No brawn and muscle were spared on that 48 hours' run in tossing the huge shovelfuls of coal from bunker to boiler furnace; the engineer never had the least doubt about the pressure of steam within the boilers; the black gang below were seeing to that, because the pride and glory of Tyneside were at stake."
Such
was a measure of the pride these men took in their jobs, working far below the
waterline
and rarely seen or appreciated by the passengers above.
Mauretania quote and stoker photo from Steamship Conquest of the World,
by Frederick Talbot,
published in London, 1912, by William Heinemann & Co.
Boiler drawings from Heat Engines by David Low, published in London, 1923, by Longmans, Green & Co.
Boiler and uptake photos, boiler room telegraph photo, and stoking indicator photo from The Shipbuilder.
Have a question on this subject? Post it on the TRMA Titanic Forum.
Copyright © 2005 Titanic Research & Modeling Association
www.trmaarchive.com